Induction Cap Sealing Best Practices

Packagers rely on hermetic induction seals to prevent containers from leaking, preserve freshness and to provide tamper evidence.
Packagers who Achieve a Perfect Seal understand the core principles of induction sealing (heat, pressure & time); ensure materials are compatible (caps, liners, bottles & products), and define the cap sealing operating window that is best for their application.
PREVENT LEAKS, PROVIDE TAMPER EVIDENCE, & PRESERVE FRESHNESS
LEARN HOW INDUCTION CAP SEALERS CREATE HERMETIC SEALS
FIND OUT HOW CAPS, LINERS & CONTAINERS INTERACT
DISCOVER HOW AN OPERATING WINDOW OPTIMIZES SUCCESS
SEE CAP SEALER TECHNOLOGY AND INDUSTRY APPLICATIONS
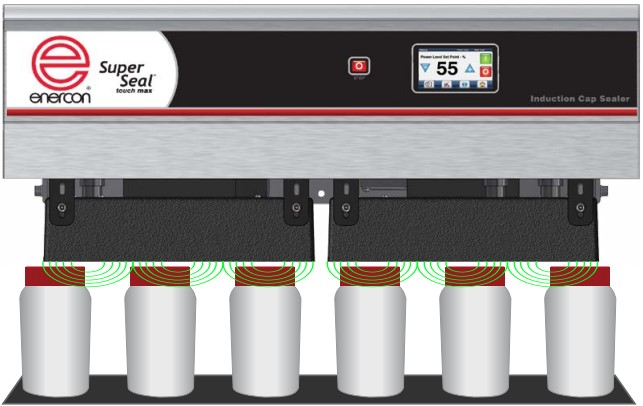
How Induction Sealing Works
Induction sealing creates a hermetic seal by passing a capped bottle under the induction sealer in a non-contact process. The system’s sealing head produces an electromagnetic field that heats up the foil liner inside the cap. The hot foil in turn melts the polymer coating on the inner-seal. The heat, coupled with the pressure of the cap, causes the inner-seal to bond to the lip of the container resulting in a hermetic seal.
Selecting the right liner for your application
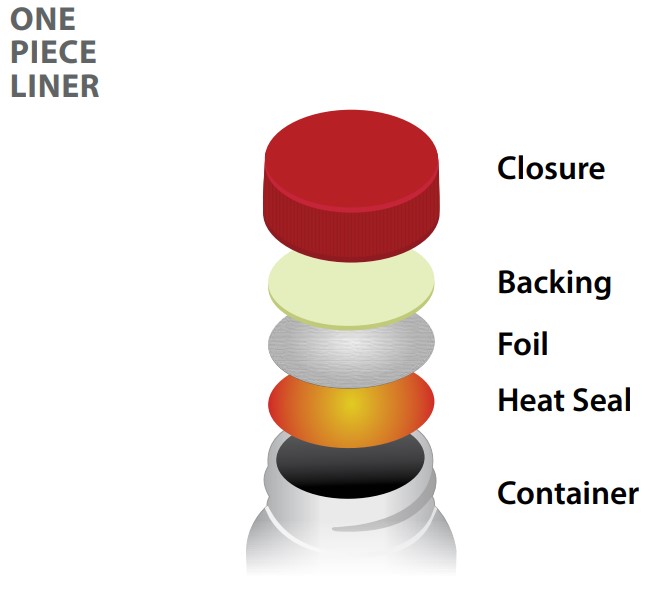
Induction seals prevent leaks and preserve product freshness. Packagers should specify whether the induction liner will peel away cleanly or leave indication of tamper evidence. Peelable liners can include tabs which make the liner easier to remove.
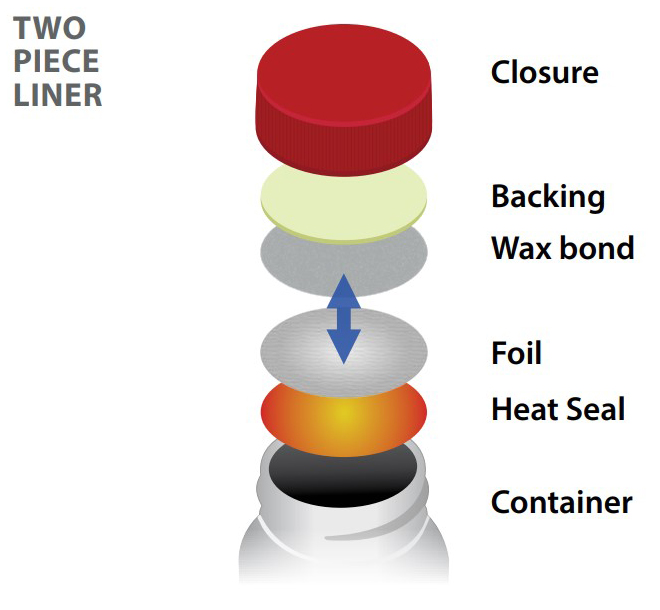
Some liners have a secondary function of resealing. These liners are referred
to as two piece liners. They rely on a wax or mechanical bond between the foil liner and a foam or pulpboard backing piece which remains in the cap when it is removed.
to as two piece liners. They rely on a wax or mechanical bond between the foil liner and a foam or pulpboard backing piece which remains in the cap when it is removed.
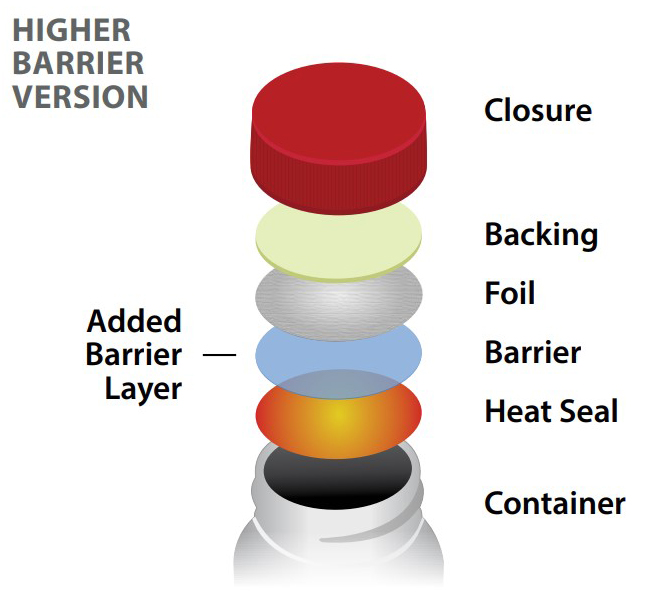
Certain products containing oils and chemicals may require an additional barrier layer to protect the foil liner.
Caps, Caps and more Caps
Virtually any cap that can apply adequate downward pressure on the liner to the land area can be used in the induction sealing process. The geometry of the cap, size of the liner and other factors can impact its ability to be induction sealed. Most Continuous Thread (CT) caps and Child Resistant Caps (CRC) have a minimal distance between the liner and the top of the cap. However Dispensing Caps (yorker, disc or flip top) have a larger distance between the top of the cap and induction liner and these may require the use of specially designed sealing heads.

Sealing Head Design
Not all sealing heads are created equal. Enercon has engineered a variety of sealing heads to optimize the induction field for different applications as shown below.

Seal Characteristics and Remedies
Good Seal

No Seal

Characteristics
No liner container bonding
No liner container bonding
Basic Causes
Is the sealer on?
Is there a liner in the cap?
Process/Operator Causes
What’s changed?
• Cap Torque
• Line Speed
• Power Level
• Sealing Head Gap
Material Change Causes
Liner/Container Compatibility
Supplier change
Partial or Weak Seal

Characteristics
Seal is partial/weak
Seal is partial/weak
Process/Operator Causes
Low Application torque
Output too low/line speed too high
Caps not centered under sealing head
Caps cocked or cross threaded
Sealing head not level with conveyer
Material Causes
Saddle or ridge in land area
Liner/Container compatibility issue
Caps bottom out on shoulder of container
Overheated Seal

Characteristics
Seal Wrinkling
Odor
Pulp board discoloration
Foam Deforming
Seal Wrinkling
Odor
Pulp board discoloration
Foam Deforming
Cause
Too much sealing power
• Sealing output too high
• Line speed too low
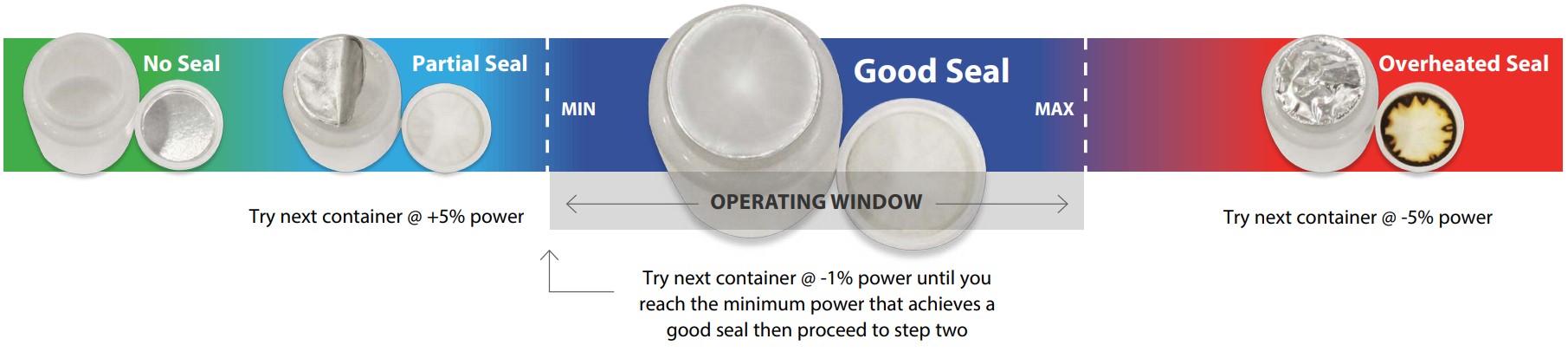
How to find your induction sealing operating window
The window is the range between the minimum & maximum power levels that achieve a good seal. After determining your operating window, select a power level within this range to run production based on the desired seal strength and peelability your product requires.
Find the Minimum Power Level that Produces a Good Seal
The window is the range between the minimum & maximum power levels that achieve a good seal. After determining your operating window, select a power level within this range to run production based on the desired seal strength and peelability your product requires.
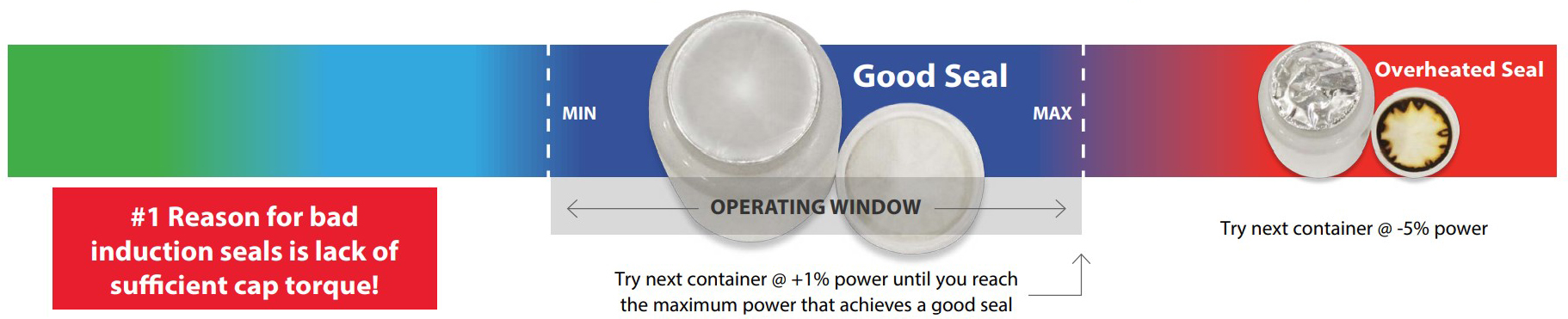
Find the Maximum Power Level that Produces a Good Seal
Seal your first container at a power level that produces a good seal. Follow the instructions below based on your results until you determine the maximum power level that achieves a good seal.
Induction Sealing Machines
Whether you need a cap sealing machine for high volume production or laboratory cap sealing, Enercon has an induction sealing equipment solution for you. Each of our induction sealing machines is designed for rugged and reliable field performance. Our experts can help guide you in selecting the perfect induction sealer to ensure you achieve a perfect induction seal.
Super Seal Max ™

Super Seal Jr. ™

• For laboratory and manual production
• Compact yet powerful
• Set power & timer for perfect seals
• Missing foil indicator
• Base sealing head up to 83mm
• Wide sealing head up to 120mm
• Compact yet powerful
• Set power & timer for perfect seals
• Missing foil indicator
• Base sealing head up to 83mm
• Wide sealing head up to 120mm
Super Seal ™

• For low, medium & high speed lines
• Microprocessor control
• Simple push button operation
• Digital power level meter
• Local/remote power on/off mode
• Wide range of sealing heads
• The industry workhorse
• Microprocessor control
• Simple push button operation
• Digital power level meter
• Local/remote power on/off mode
• Wide range of sealing heads
• The industry workhorse
Super Seal Touch ™

• For moderate to high speed applications
• Intuitive touch screen control
• Simple set-up & operation
• Recipe management
• Supervisory password/operator lockout
• Remote start/stop & power level control
• Remote network control
• Integrated inspection & rejection available
• Intuitive touch screen control
• Simple set-up & operation
• Recipe management
• Supervisory password/operator lockout
• Remote start/stop & power level control
• Remote network control
• Integrated inspection & rejection available
